测试周期3~5个工作日
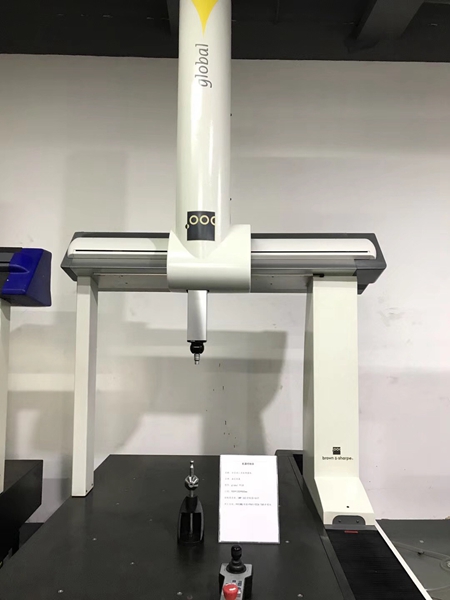
测试设备三坐标测量仪/影像测量仪
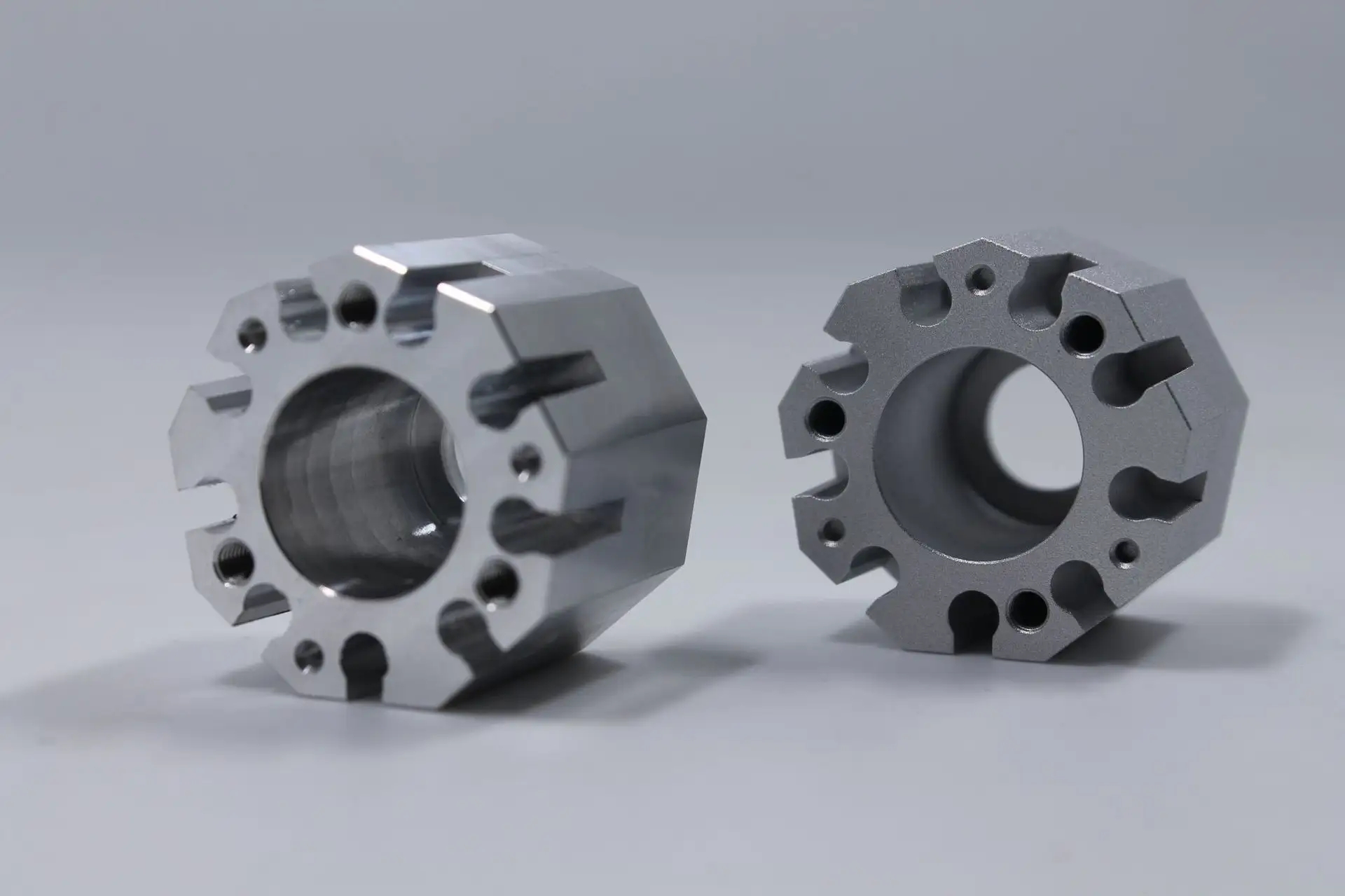
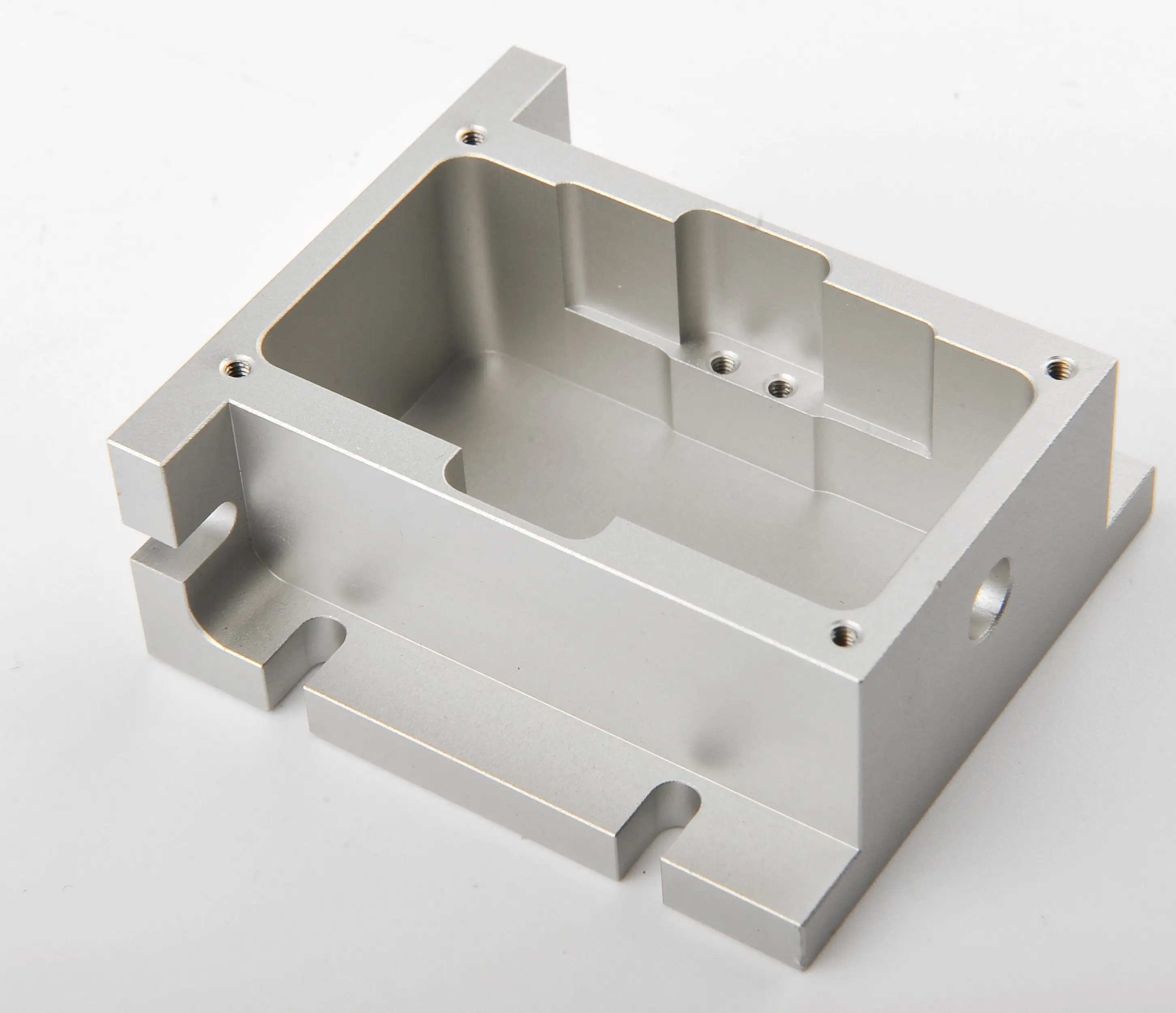
检测样品范围金属加工件、塑料件等
设备品牌海克斯康
平台(工作台)花岗岩
四川纳卡检测服务有限公司授权成都国威冠准检测技术有限公司在网络推广平台上为其进行检验检测业务推广。成都国威冠准检测技术有限公司所发信息中的检验检测由四川纳卡检测服务有限公司检验检测,报告由四川纳卡检测服务有限公司出具。
尺寸检测常用于研发阶段的尺寸验证、批量生产中的模组认证和件检测。游标卡尺、千分尺等常规量测工具之尺寸检测数据重复性一般低于三坐标、影像等自动化较高的量测设备。四川纳卡检测可参照样品设计图纸进行尺寸检测编程,适用于大批量生产样品的尺寸抽样或尺寸验证。
采用三维扫描仪能够快速地获得扫描物体的点云数据,通过的运用后期软件,就能准确地获得扫描物体的三维实体数据。表面粗糙度是指零件表面上具有较小间距和微小峰谷所形成的微观几何形状误差。是零件表面评定的重要技术指标之一。表面粗糙度是衡量已加工表面质量的重要标志之一,它对零件的耐磨性、耐腐蚀性、疲劳强度和配合性质都有很大影响。影像测量机通过镭射的探照,可轻松测量样品的小孔直径、样品轮廓等较为复杂的尺寸。
微观尺寸是一般是指用三坐标测量机及影像测量机等高精度测量仪器也无法量测尺寸,通常指2μm以下 的尺寸。而随着现代制造工艺和产品设计水平的不断提高,多维曲面的频繁使用,使得逆向测绘变得十分困难。
表面粗糙度参数含义
Ra评定轮廓算术平均偏差:在一个取样长度内纵坐标值的的算术平均值。
Rz轮廓大高度:在一个取样长度内,大轮廓峰高与低轮廓谷深之间的距离。(在GB/T 3505-83版中Rz曾用于表示‘不平度的十点高度’。)
Rt轮廓总高度:在评定长度内大轮廓峰高和低轮廓谷深之间的距离。(由于评定长度≥取样长度,故Rt≥Rz)
Sa评定表面算术平均偏差:在取样面积内纵坐标的的算术平均值。(3D光学干涉法测量出的面粗糙度,适用于Ra≤0.8微米的表面粗糙度)
Rq评定轮廓的均方根差:在一个取样长度内纵坐标的均方根值。
测量方法:探针接触式测量法、光学干涉非接触式测量法
检测设备:2D轮廓扫描仪、3D光学干涉仪

服务项目:
3D扫描:
3D任意外观曲面扫描
3D现场扫描
产品3D CAD Model建构
易变形弹性曲面扫描量测
3D实体色阶比对表面缺陷分析
2D边缘轮廓色阶比对边缘缺陷分析
逆向工程:
分析竞争对手产品设计
产品或模具自由曲面建构
快速样品制作之CAD图档建构
使用设备:
3D轮廓扫描机器人
3D轮廓扫描仪
手持式扫描仪等
我们的优势:
的设备:清一色国外进口的高精度尺寸检测设备;
丰富的经验和大地测试容量
快速的测试周期:一般3工作日出具报告;
http://cdyouer.cn.b2b168.com